Model-Free Adaptive Control
of Steam Drum Level
| |
|
| • Anti-delay and Feedforward MFA effectively
handle the "shrink and swell" problem. |
• Steam boiler drum level is controlled
within its high and low limits during large steam
pressure load changes and other plant upsets. |
| • Prevents level running too high or low. |
• Safety and productivity of the steam system
is improved. |
| • Prevents steam systems' shutdown. |
• Production efficiency
and throughput are increased. |
| • Helps control steam temperature. |
• Energy savings achieved. |
| • Improves efficiency & productivity. |
• Full investment is returned in months
if not sooner. |
This 1-Element/3-Element Drum Level MFA Control
System can be easily launched to control the
drum level when there are large disturbances in
steam load, feedwater flow and fuel mix flow. |
 |
Case History:
Multiple installations in power plants and industrial
steam boilers
The power crisis and everincreasing energy
demands require energy generators and consumers to improve
efficiency and reduce energy usage. A company's bottom
line and competitive position is now directly tied to
whether energy can be efficiently used for production.
Heavy energy consumers today just cannot afford a triple
price increase in energy usage. It is scary when profit
margins are taken away over night by increased energy
costs.
In order to sustain in business, companies in the process
industry mustinvest in areas where energy production
and consumption can be made more efficiently.
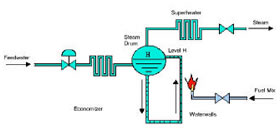
The steam drum level control in an industrial boiler
or power generator is one of the key areas that major
improvement can be made to achieve quick return-on-investment.
The steam drum level needs to be kept aro und the midline
to prevent either heat stress on the boiler water tubes
(level too low) or corrosion (level too high). Improper
control of the level can cause system shutdown, waste
of energy, and short equipment life cycle.
Key variables affecting the drum level are feedwater
inflow, steam outflow and fuel/mix inflow. Each variable
has its own distinctive type of disturbance. Colder
feedwater creates a pure delay time in response. Sudden
increase of steam outflow causes a dis tinctive "shrink
and swell" response. It will confuse the controller
because this response will temp orarily change the process
"directing type."
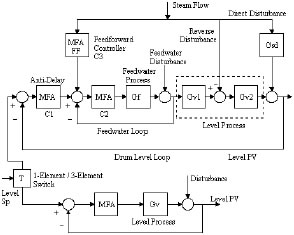
CyboSoft's three-element MFA control system can effectively
control steam drum level. The MFA level controller is
cascaded with the feedwater controller to regulate the
drum level and compensate for disturbances from feedwater
and steam outflow. The Anti-Delay MFA controller handles
the large varying d elay time in the level process.
Feedforward
MFA controllers keep feedwater supply
in balance with steam demand changes.
Using an MFA control sys tem on steam drum level confers
multiple advantages:
• Drum level can remain in automatic control constantly
across a broad opera ting range with large disturbances
and steam load changes;
• The 3 element feedforward compensation is simple
to implement when using a Feedforward
MFA controller;
• No process model or identification are needed,
which makes commissioning and maintenance easy.
Read
PDF File
|