Model-Free Adaptive Control
of Caster Mold Water Temperature
| |
|
| • Tighter and more consistent control of supply mold water temperature under caster startup and tail-out transitions. |
• Improved steel product quality and plant efficiency. |
| • No more controller tuning when season and process change. |
• Smoother and safer plant operations. |
| • Solved two tough control problems in one day by using MFAs to control (i) Caster Supply Water Temp, and (ii) Rinse Water pH. |
• Return on investment (ROI) achieved within one month. |
CyboSoft’s MFA Control Solution for Steel Caster Mold Water Temperature
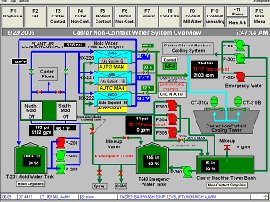
Process: Steel casters are critical operating units in a modern steel plant. The caster transforms the liquid steel into solid slabs, ready for the rolling mill to produce steel sheets. The liquid steel cools to form a molded shell, with the shape, thickness and width established by the mold. The mold consists of water-cooled copper plates attached to steel water boxes, forming a rectangle. Large amounts of caster cooling water is pumped at a high pressure through the mold to cool the steel. Since the water temperature affects the condition of the steel slabs, it is a critical quality related process variable and needs to be tightly controlled.
Application Story: Nucor Steel’s Decatur, Alabama plant has a caster cooling water system that supplies non-contact cooling water to two 90mm continuous slab casters. As shown in the diagram, Pumps are used to supply mold water to 2 casters. Since the mold water leaving the casters is too hot, it is cooled by going through 3 heat-exchangers. The mold water temp is controlled by manipulating cooling water flow.
Control Challenge: During the steady state, a PID control system could maintain the mold water temp. But during a caster start-up or tail-out, there could be up to 8 degrees F deviation, which could cause product quality problems. Also, the system was sensitive to ambient temperature change, requiring PID re-tuning.
Solution: A SISO MFA controls the Caster Mold Water Temp by manipulating all 3 cooling water valves. An Anti-delay MFA is cascaded with the SISO MFA to control the actual Supply Mold Water Temp, which has large time delays. A feedforward MFA is used to produce quick control actions to compensate for the large disturbances.
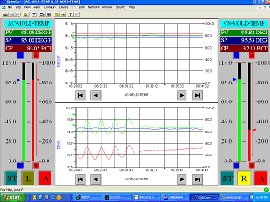
MFA Control Results: As shown in the top trend above, the MFA system now can control the Supply Mold Water Temperature with +/- 1 degree F during normal operations as well as caster start-up and tail-out conditions. Product quality has been improved with a more consistent heat transfer rate.
|