| |
|
| • Tightly controls key process variables
under various feed rate changes, operating conditions,
and plant upsets. |
• Process stability and smooth operations
are achieved. |
| • Maximizes product recovery from air feed. |
• Increases product yield on oxygen, argon,
etc. |
| • Maintains operation with equipment constraints
and minimizes transient disturbances. |
• Greater process stability speeds shift
over to new feed or product targets. |
| • Improves feed throughput and reduces process
oscillation. |
• Production efficiency and energy savings
are achieved. |
| • Improves efficiency & productivity. |
• Full investment is returned in weeks if
not sooner. |
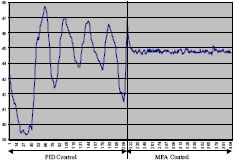
MFA (right) controls the key process variable much
more tightly than PID (left).
Case
History: New Advanced Control Comes On-Line in Hours,
Immediately Sets Production Records
at Air Liquide America, reported in Control Magazine
Air Liquide America, a global provider
of industrial, electronic and healthcare gases, has
standardized on Model-Free Adaptive control for advanced
regulatory control applications after successful MFA
installation on two Air Separation Units (ASU's).
The main goal of operating an ASU is to maximize yields
of gases and maintain the operation in as steady a
state as possible.
The specific goal of the initial application was to
control the Rich Liquid (RL) reflux level in the high
pressure (HP) cryogenic column so that it would remain
as constant as possible, even during plant ramping
and upsets. The RL reflux flow to the low-pressure
(LP) cryogenic column is used to manipulate the HP
column RL reflux level.
It is difficult to properly tune a PID controller
for optimal control under all conditions on an ASU
due to the variable rates of the HP column inflows/outflows.
Overly tight control will result in large oscillations
in the reflux flow, which causes a lower product yield.
PID control is usually detuned to allow the level
to fluctuate to minimize variations.
This may result in safety problems during a plant
upset, and oscillations can cause the process to swing,
which also results in a lower yield.
The new MFA
controller immediately starting to
set production records as soon as it came on line.
Improvements were evident in all controlled variables
using MFA control. The return-on-investment (ROI)
was so high that the payback period could be measured
weeks.
MFA control proved quite easy to install on ASU's:
Air Liquide staff engineers performed the entire installation
and commissioning at their McMinnville, OR plant within
a single day. Since its installation, virtually no
maintenance or re-tuning has been required.
According to Dave Seiver, Air Liquide's Advanced Control
Manager, by using Model-Free Adaptive control, Air
Liquide achieved benefits in the areas of product
yield, quality control and, most importantly, operational
stability. Specific benefits included:
• Improved product quality,
• Maximized product yield,
• Process stabilization, and
• Maximized feed throughput.
Read
PDF File